
SegEx
When you want to see the stars, find someplace dark


I have previously covered the importance of warping, tuning the Keck primary mirror segments for optimum optical performance. Warping has been my responsibility for some years now. Reading out the settings of the thirty strain gauges on the back of each segment is performed by a test fixture, a computer and a sensitive data acquisition system. Over the last year I have designed, built, and programmed a new test fixture.

As this is the third generation warping test fixture the name of the software is obvious… Warp3

Warping is not much fun. Warping is now on my list of responsibilities. At least I know I am accomplishing something critical to the operation of the telescope.
Exchanging segments does require some interesting procedures to realign each new segment, each must be warped and the edge sensors tuned. The first few hours of the night after a SegEx is used to evaluate the performance of the newly replaced segments. Using a special alignment camera system the optical figure of each segment can be evaluated and a set of corrections generated to be applied the next day… Warping.

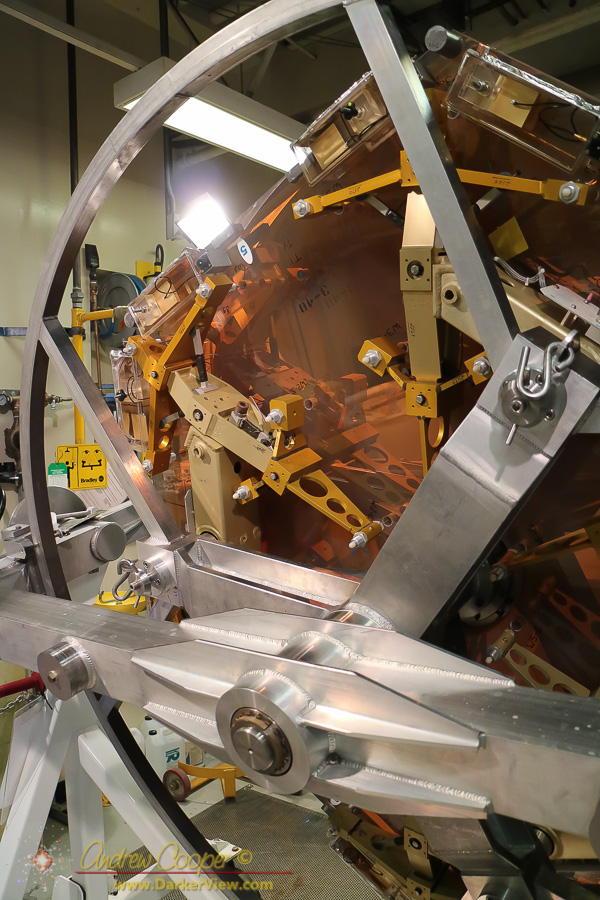
To apply the correct pressure there are small knobs and screws at specific points in the whiffle tree. Each adjustment point also contains a strain gauge, allowing the applied pressure to be measured precisely. A computer and analog interface allows all of the points to be read out and checked against the calculated values.

After setup, it takes about an hour to do each segment, an hour of painstaking frustration. the mirror cell is just the right height, too high to sit down and reach the knobs, too low to stand up fully. Working in a jungle gym of frigid steel just makes it worse. A day in the mirror cell is a nice recipe for a tired and sore body.
How careful was I? Did I get all of the points set correctly? The computer is displaying all of the correct numbers. I will not know until the next day, when the night’s performance data is reduced, when we can see the figure of the primary mirror and check the errors.
My first warp is a success, most of the segments show less than 20nm rms error. Next SegEx there are only two segments being exchanged, but Sergey is threatening to have two others re-warped to address some lingering issues. Four? Better than six. Only 360 adjustments to make, more or less.


The radio call goes out… “Mirror in the hall, mirror in the hall!” Everyone gets out of the way as a mirror segment is rolled down the central hallway. It is being moved to the coating facility where it will be cleaned, stripped and re-coated with a layer of fresh aluminum.